联系兴昌电子
东莞市兴昌电子科技有限公司
地址:东莞市寮步镇良平社区横坑天勤工业区
电话:0769-23103951
移动电话:13925890605
传真:0769-23103952
E-Mail:xcmoqie@163.com
刀模的开发与制作是建立在,深刻理解客户产品需求信息和对材料有相当了解的基础上的。客户要表达的信息,都呈现在那张设计图上,所以要审图在先,把客户的要求转换成自己的工艺流程,呈现出最终产品。设计生产工艺流程,就要要求工程人员对材料有相当的认识。还有另一个要素就是,对自己公司的机器的性能也要相当的了解,可以这样说:认识材料、了解机器性能,这是工程师必须具备的基本功。知道客户要得到的是什么、知道材料的属性、再联想我们机器的生产性能,在脑海中构造生产时的情景,会出现的问题,怎样解决?(这番思考就是所谓立体思维,这种思维方式是工程师独有的思维方式。)你想的这些就是你的工艺流程,而刀模就是能把你的所思所想变成现实。能否达成客户的需求,就看你那把刀做的怎样了。刀模怎么做出来不是我们要考虑的,刀模的形成才是我们需要思考的凝结。
现在我们就来了解一下刀模本身
一块胶板经过激光机,照着图形割出来,再把刀片镶进去就行了。公差可以达到0.08-0.1mm,看似简单,实际上这种刀模镶刀是个关键活,很出功夫。这就是我们说胶板刀模了。胶板刀比较经济实惠,打样时经常用它来实现产品的初步确认。
时下的线切割技术相当的成熟,割出的板精度高、平整,于是业界有人就发明了一种铝板刀模,其外观如同塑板刀,但精度更高,更耐用,可以拆换刀片。
蚀刻刀模是时下最流行的一种刀模了,公差正负0.03mm,符合这个行业标准需求,高低刀公差可以根据材料的属性来选择,刀锋角度也可根据要求做到25度-55度的变化,还可以做出单锋刀内斜外直或内直外斜的效果。极限尺寸是内外框间距高低刀不小于0.7mm,同刀高不小于0.45mm,圆孔尺寸1mm以下就需另想办法了,即使刀模公司突破这个极限,做出来的刀模冲切成品时也有很多困难。
正如武侠小说里说的那样,只要你的功夫到家了,无论是普通的刀还是宝刀,都可以威力无比。你只要选择正确了,自是无往而不利。但是要记住,刀模是否好用?要知道选择是否正确?可不能武断的判定,毕竟刀模在生产时不是你在用,是冲型的师傅在用,如果你也是个冲型的师傅,那么你就有更多的经验来判定刀模的好坏。否则你就应该多和师傅沟通,勤于观察揣摩。
蚀刻刀会有一个通病,就是刀面会不平整,本是统一刀高的刀面,会出现高低不平的现象,实际操作过的同仁不知是否有同感呢?而胶板刀模的通病就是接口错位、分离会造成的产品尺寸发生大的变化,量产时是必须要勤于管控。
于刀模息息相关的还有,刀模的填充泡棉,这可是难为过很多人。设计刀模的时候我们就要考虑这个问题,泡棉的弹性和它的厚度没有直接的关系,但是在刀模内填充很厚的泡棉是可以提高其弹性的。所以有时胶板刀要比蚀刻刀好用,胶板刀的板厚一般是4-6mm,刀锋出板高度在1-3mm,这样泡棉可以用厚3-4mm的,因为如果泡棉超厚填充在刀模里,可能会把尺寸给涨大了。蚀刻刀的高度一般是1mm左右,泡棉一般配1-1.5mm厚度的,太厚的泡棉放进去,刀刃会无法切入材料。不管是薄的还是厚的泡棉,都有它的运动极限和使用寿命,操作一是要选弹性好的,二是要勤换。
至于如何设计刀模和选择制作哪种刀模可以用几个实际的例子来简介一下:
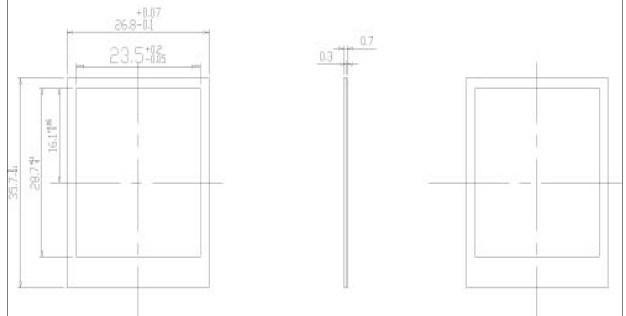
这是一款普通的LENS泡棉,审图可得知,公差要求不严格,内外框间距为1.65mm,泡棉加胶的总厚度为1mm。LENS泡棉一般内框是做成全断的,但不需去除,这样客户在操作时方便,产品不会软绵绵的。再看材料,不管是什么品牌的泡棉,冲切时都会出现挤压斜切现象,就是说当刀模携带泡棉全力压下来的时候,压力会使两层泡棉压缩变形,而此时刀模冲切把下层泡棉切断,压力消失后我们就可以看到,泡棉的边缘切口,是斜的下大下小。
基于以上分析,你觉得使用哪种刀模比较好呢?为了尽量减轻挤压程度,当然选择胶板刀模了,如果量很多就用铝板刀模。
再来看另一款:
这款是3M9492双面胶,其最小边框间距是0.4mm,从其形状上看,一般刀模是对付不了,客户如果是单独使用,材料不够硬度,容易变形,我们必须考虑用什么材料来代替9492的离型纸,从面使其增加支撑硬度,有胶区域小,作为垫底的离型纸需要用重剥离的。综上所述可以采取内外框跳开冲型来解决,并且把内框在开口的地方做成封口,这样的好处是去除边料时不会把产品带走,但内框的废料就要用手工去排除,目前也没有更好的办法,如有过此类型经验的同仁也不妨提点意见。
很多人都讨论,防尘网加泡棉带耳朵产品的做法,现也用一个实例来说明一下:
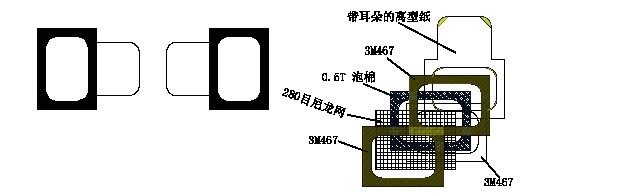
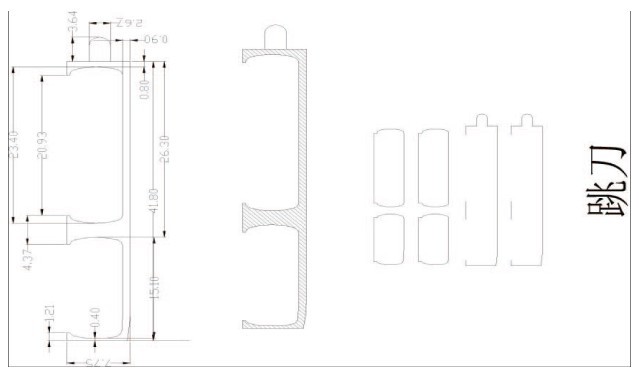
这是一款扬声器泡棉防尘网,共有5层材料,如何实现客户的需求呢?首先从形状来了解产品,我们知道它在使用时,是拉着耳朵从离型纸上取下来,和被贴物第一次贴合后,再去除耳朵实现两个物件的粘合。产品除了防尘网那一层没有内框外,其他层都有内框,这意味着产品需要来一次贴合。并且是两面的材料先行冲出内框来。接下来冲外框,要考虑耳朵如何先冲出来或是和外框同时冲。看到这里我们再来看看材料,3M467无基材双面胶,0.05mm的厚度,这是个很特殊的材料,客户指定的不用考虑换。泡棉用日本的SCF100较软毫无弹性。280目不防水防尘网还好,如果是防水的和467能否黏住都是问题。
一番分析之后我们头脑中应该已经呈现出一个大概的工艺轮廓了,以防尘网为界来说,上面的泡棉要和两层467先贴合再冲内框,说的简单可是里面还是有些细节的,各位明白的能够一步步解决的了。冲的时候可要有定位孔和电眼孔,记住这一点很重要的。下面的胶也要先冲框,当然一样要有定位孔但是不要有电眼孔,浪费材料,冲完了记住把防尘网和双面胶贴合了,不能盖住定位孔。经过一番努力,把已经冲好的泡棉和已经贴合防尘网的双面胶对好了位置,这时就可以冲外框了。还有手柄是下一步需要处理的,这样,再加一条刀把手柄切个半断,把上面的废料拉掉。手柄下的废料切除了,位置也对准了,问题是最上面的离型纸没了手柄位置,干脆把剩下的也拉掉换一层离型纸,宽度要算好而且要比作为手柄的那层离型纸要轻。记得外框冲型时---材料是要翻过来的。也许大家会有一个疑问,怎么产品就做出来了呢?别急,这只是脑海中的思考,刀模都还没开!刀模是怎样的三把刀呢?现在就全给各位拿来看看。还有很多朋友可能要问到底是怎么对位的呢?其实,每个模切公司的老总或是副总相信总有一个是行家,虽然都是模切机,但是早被改装的不一样了。我们的机器和你们的机器根本是两码事,定位的设备都是经过仔细观察机器的性能才加上去的,大家也不妨仔细观察一下自己的机器再来定夺。